
| Технически параметри: | |||||||
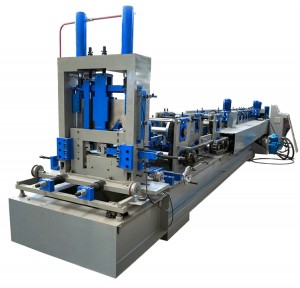
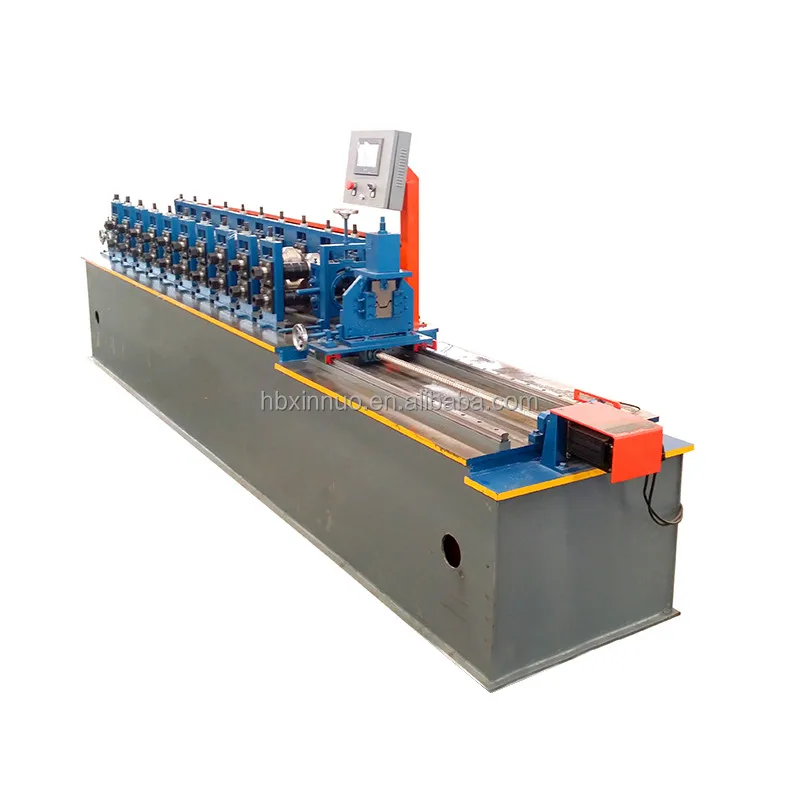
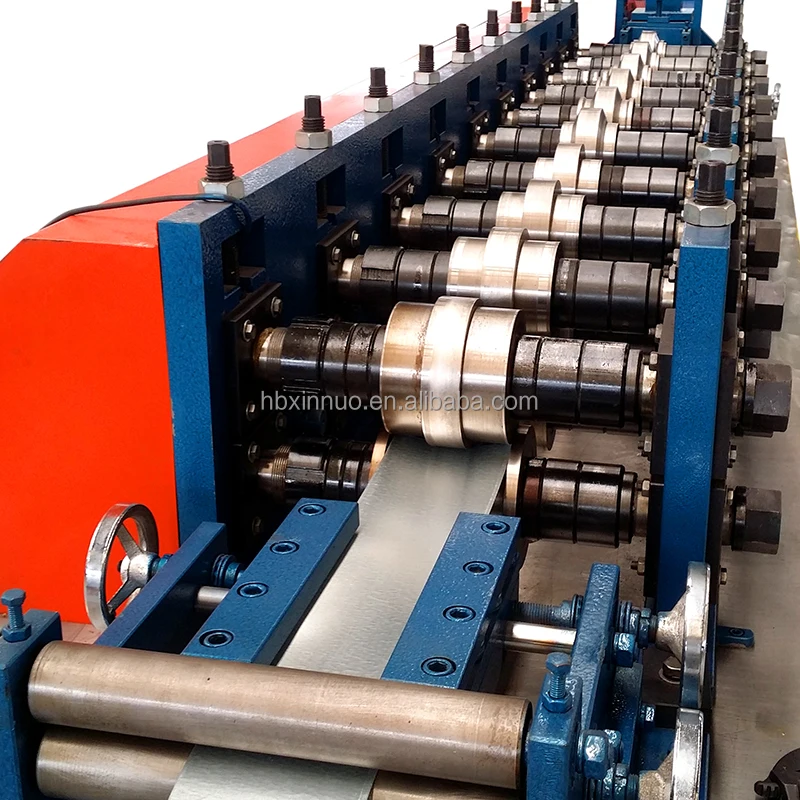
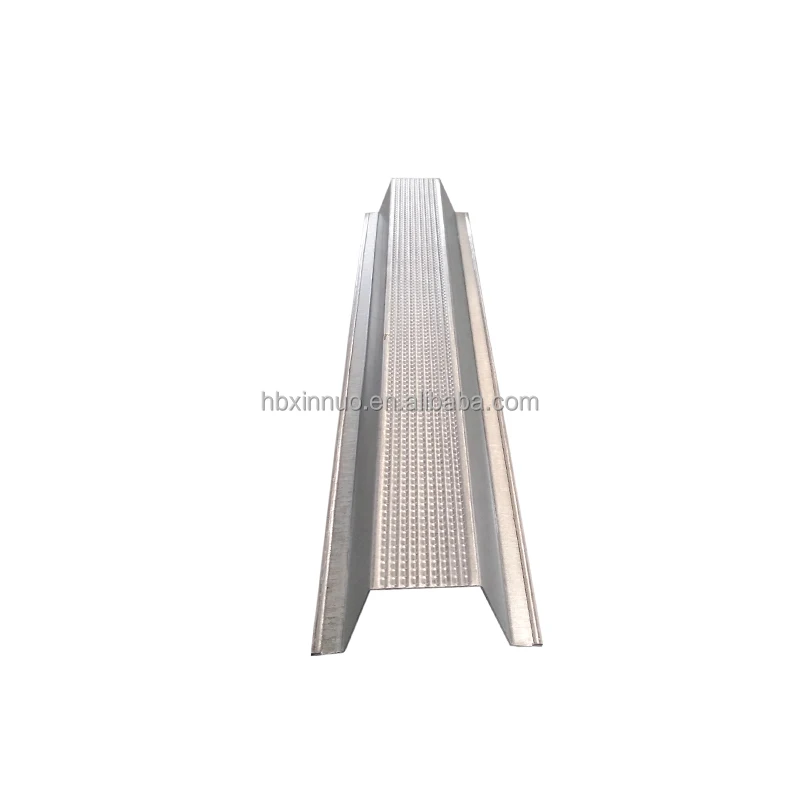
| 1 | Име на стоката и спецификация | лека стоманена машина | |||||
| 2 | Основна мощност на двигателя | 3kw, 3 фаза | |||||
| 3 | Мощност на хидравличен двигател | 3kw | |||||
| 4 | Хидравлично налягане | 10-12MPa | |||||
| 5 | Напрежение | 380V /3фази/ 50 HZ (или според вашите изисквания) | |||||
| 6 | Система за контрол | PLC делта инвертор | |||||
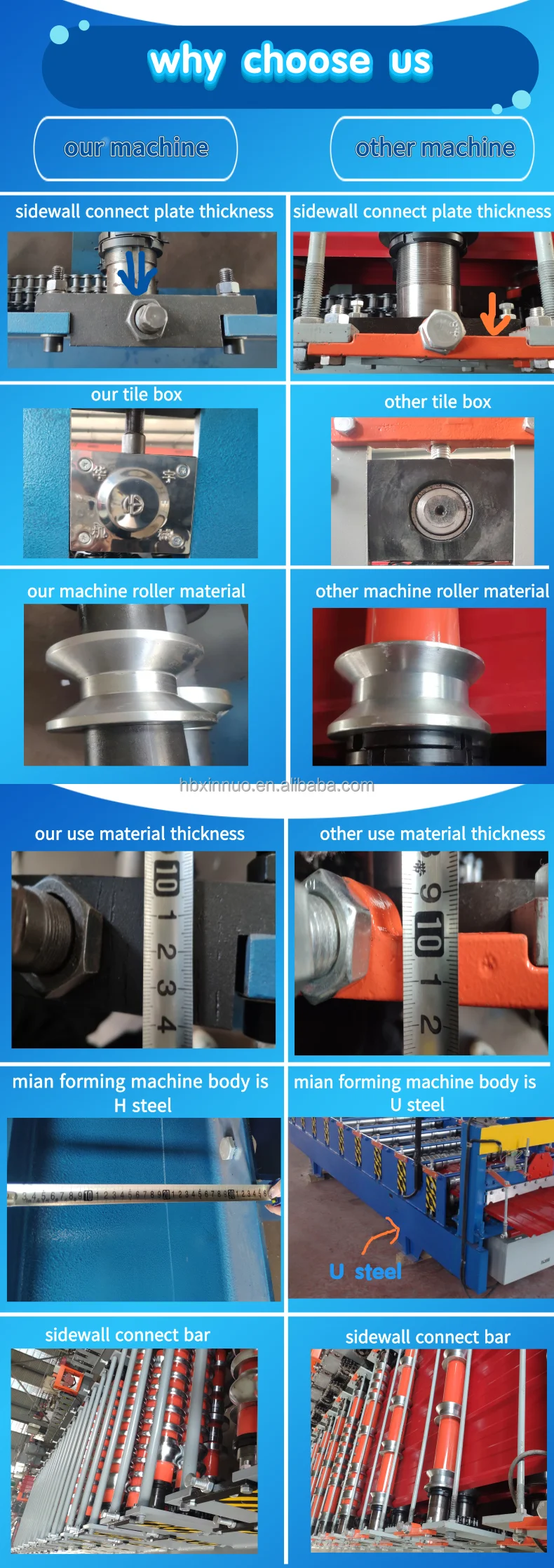
| 7 | Основна рамка | 300 мм Н-греда | |||||
| 8 | Дебелина на таблата | 14 мм | |||||
| 9 | Размер на веригата | 20 мм | |||||
| 10 | Хранителен материал | цветни стоманени намотки | |||||
| 11 | Дебелина на хранене | 0,3-1,2 мм | |||||
| 12 | Производителност | 8-12м/мин | |||||
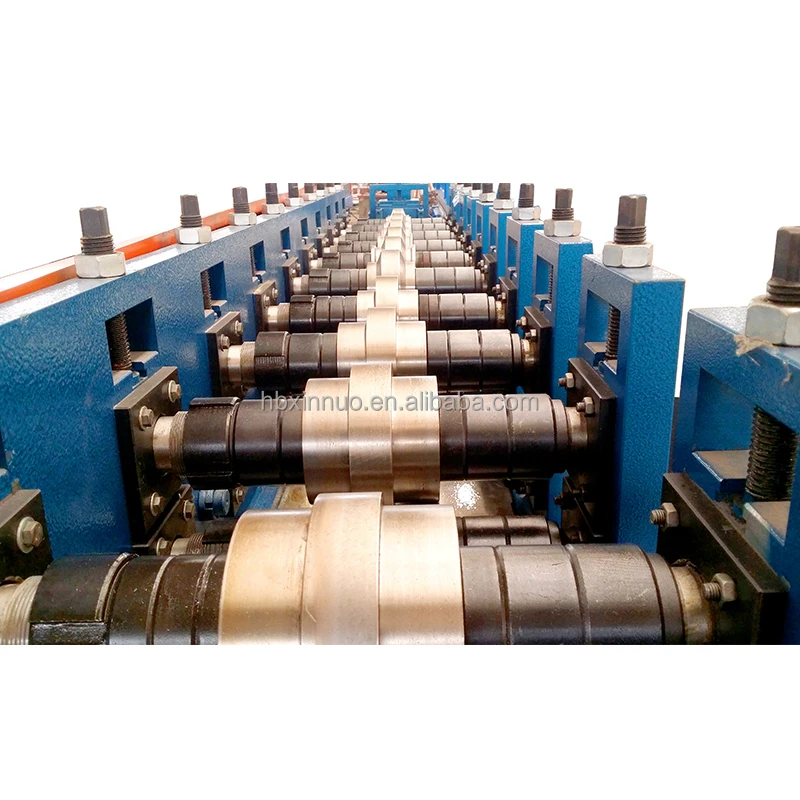
| 13 | Рол станция | 11 | |||||
| 14 | Диаметър на ролката | 70 мм | |||||
| 15 | Ролков материал | 45# стомана | |||||
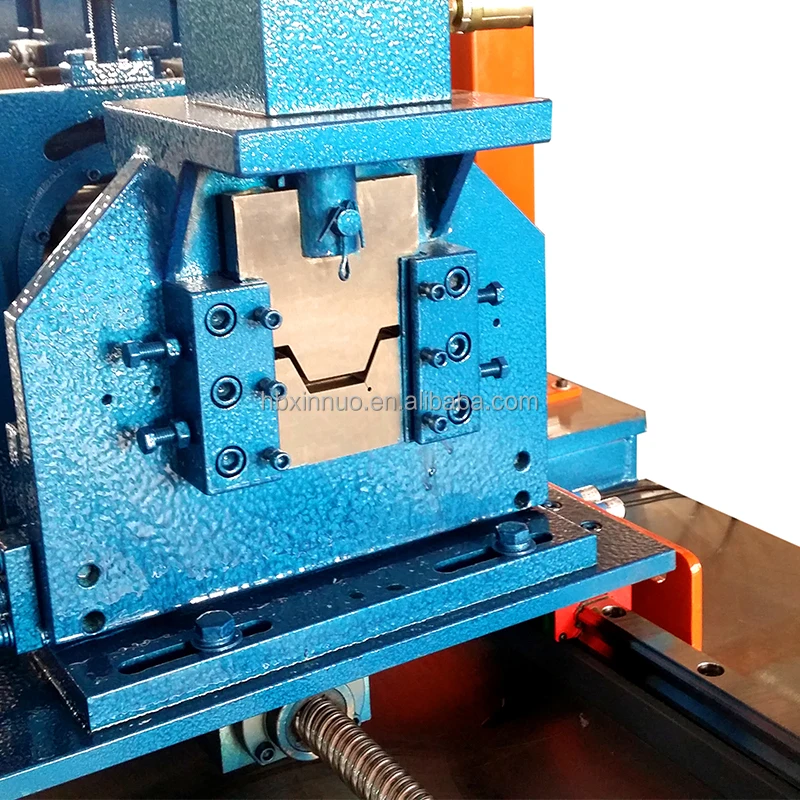
| 16 | Режещ материал | Cr12, закален | |||||
| 17 | Размер на Cr-покритие | 0,05 мм | |||||
| 18 | Общ размер | 3000×800×1000 мм | |||||
| 19 | Общо тегло | 2T | |||||
| 20 | Компоненти | Ръчен размотател——————-1 комплект Водеща платформа——————1 комплект Изравнител на рулони——————1 комплект Основна машина за формоване на ролки - 1 комплект Електрически двигател———————1 комплект Режещо устройство——————–1 комплект Хидравлична станция——————1 комплект PLC контрол———————–1 комплект Поддържаща маса——————-1 комплект | |||||
| 21 | Работен процес | Ръчно размотаване—-подаване и насочване—-формоване на ролка—-рязане по дължина—-разходна маса | |||||
| 22 | Пакет | голо в контейнера | |||||
| 23 | Минимално количество за поръчка | 1 комплект | |||||
| 24 | Условия за плащане | T/T (30% T/T плащат предварително, останалите 70% плащане преди изпращане) | |||||
| 25 | Време за доставка | 30 работни дни по-късно след получаване на депозита | |||||
| Всички технически параметри могат да се променят според нуждите на потребителя. | |||||||

| Подробности за опаковката: | Основната машина е гола, контролната кутия на компютъра е опакована с дървена рамка. |
| Основната машина е гола в контейнера, кутията за управление на компютъра е опакована с дървена опаковка. | |
| Подробности за доставката: | 20 дни |











♦ ПРОФИЛ НА ФИРМАТА:
Hebei Xinnuo Roll Forming Machine Co., Ltd., не само произвежда различни видове професионални машини за ролкоформиране, но също така разработва интелигентни автоматични производствени линии за ролкоформиране, C&Z машини за формоване на ролка, линии за ролкови машини за парапети на магистрали, производствени линии за сандвич панели, декинг машини за формоване, машини за леки килове, машини за формоване на врати с капаци, машини за водосточна тръба, машини за улуци и др.
Предимства на ролковото формоване на метална част
Има няколко предимства от използването на валцоване за вашите проекти:
- Процесът на формоване на ролка позволява операции като щанцоване, нарязване и заваряване да се извършват в линия. Разходите за труд и времето за вторични операции се намаляват или елиминират, намалявайки частичните разходи.
- Инструментите с ролкова форма позволяват висока степен на гъвкавост. Един комплект инструменти за ролкови форми ще направи почти всяка дължина на същото напречно сечение. Не са необходими множество комплекти инструменти за части с различна дължина.
- Той може да осигури по-добър контрол на размерите в сравнение с други конкурентни процеси за формоване на метал.
- Повторяемостта е присъща на процеса, позволявайки по-лесно сглобяване на ролкови части във вашия завършен продукт и минимизиране на проблемите, дължащи се на натрупването на „стандартен“ толеранс.
- Формоването на рула обикновено е процес с по-висока скорост.
- Формоването на руло предлага на клиентите превъзходно покритие на повърхността. Това прави формоването на руло отлична възможност за декоративни части от неръждаема стомана или за части, изискващи покритие като анодиране или прахово покритие. Също така, текстура или шарка могат да бъдат навити в повърхността по време на формоването.
- Формоването на руло използва материала по-ефективно от други конкурентни процеси.
- Формованите форми могат да бъдат разработени с по-тънки стени в сравнение с конкурентните процеси
Формоването на валци е непрекъснат процес, който преобразува металния лист в проектирана форма с помощта на последователни комплекти от свързани ролки, всяка от които прави само постепенни промени във формата. Сумата от тези малки промени във формата е сложен профил.
-
Машина за формоване на руло CZ
-
Преса за плочки тип C21 Машина за ролковане на покривни панели...
-
нивелираща машина
-
хидравличен размотател
-
машина за ролковане на врати на щори
-
Автоматична таванна t-решетка с форма на стоманена прътова рамка...
-
автоматична машина за формоване на ролки c канал...
-
Машина за валцуване на железни листове Xinnuo ...
-
автоматична машина за размотаване на листове резачка за плочки м...
-
барел вълнообразен покривен лист машина за производство на ...
-
c профилна стоманена ролкова машина auto cz s...
-
машина за огъване
-
c машина за греди
-
Машина за формоване на руло CZ
-
Машина за производство на кабелна стълба метална ролка за...
-
CZ профилна стоманена ролка за ролкова машина за...